您在這裡
座標量測儀的量測誤差
週六, 01/15/2022 - 00:00
座標量測儀(CMM, Coordinate Measuring Machine, 三次元量測儀、三次元量床、三坐標測量機、三次元測定儀)有關量長度測最大允許誤差定義在:
- ISO 10360-2:2001為 MPEE (Maximum permissible error of indication of a CMM for size measurement )
- ISO 10360-2:2009為 EL,MPE (Maximum permissible error of length measurement)
CMM 有關探測系統測誤差定義在:
- ISO 10360-2:2001 為 MPEP ( Maximum permissible probing error )
- ISO 10360-5:2010 為 PFTU,MPE (Maximum permissible single-stylus form error)
- ISO 10360-5:2020 為 PForm.Sph.1x25:SS:Tact (single-stylus form error)
EL,MPE(MPEE )之檢查
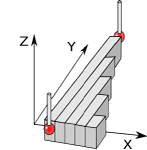 |
在量測空間任意7種不同的方位,量測一組5種尺寸的塊規(最長的必須超過機台行程的66%),每種長度的塊規分別量測3次,共105次。所有量測結果必須在製造商宣稱的EL,MPE(MPEE)值範圍内。 假設某機台行程600x600x400(X,Y,Z),其精度 EL,MPE=3+L/200(μm),即20mm的標準塊規誤差不得大於3.1 μm,400mm標準塊規的誤差不得大於5 μm。 |
PForm.Sph.1x25:SS:Tact(PFTU,MPE; MPEP)之檢查
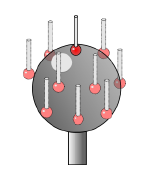 |
用一精密檢測球,在不同位置平均分布量測25個點,這些點應儘量平均分佈在標準球至少半個球上。量測半徑的最大值減去最小值即為PForm.Sph.1x25:SS:Tact (PFTU,MPE ;MPEP)最大容許探測誤差。這個檢查是用來驗證機台上測頭的誤差,其誤差除了測頭本身的誤差外還包含機台的誤差。 |
造成量測誤差的主要原因
|
 |